Having to Wait For Prefabricated Metal Plate Connected Wood Trusses
 Lately I have read social media posts of people having to wait for as long as six months to get prefabricated metal plate connected wood trusses (MPCWT).
Lately I have read social media posts of people having to wait for as long as six months to get prefabricated metal plate connected wood trusses (MPCWT).
We received this notification from one of our major MPCWT providers:
“Our truss plate supplier has informed us that a worldwide steel shortage is severely impacting product availability, shipping lead times and material costs. To review the letter from MiTek that explains the truss plate environment in detail (Letter is below in this article). You are receiving this communication to inform you of the latest supply chain shortage.
We anticipate the steel shortage will last through at least the next couple of quarters, if not longer, as demand for steel increases with economic improvement and the auto industry works through their backlog of orders caused by the semiconductor chip shortage.
The housing construction supply chain continues to be strained by material shortages, strong demand, transportation issues, and reluctance of manufacturers and mills to bring on more supply. We understand the challenges our builders are facing and we are urgently working to mitigate supply issues in any way we can.
Unfortunately, despite our best efforts we anticipate the truss plate shortage will have some effect on our truss production capacity, lead times and design. Steps we will be taking to mitigate the steel shortage include diligently working to optimize available plate inventory when designing, prioritizing our truss production for existing customers, suspending DIY and one-off truss projects, and exploring other sourcing options.”
Here, at Hansen Pole Buildings, we spend hundreds of thousands of dollars a month on MPCWT, so we do have a certain degree of priority over those who are DIYing it.
Below is Mitek’s letter:
April 29, 2021
Dear Valued MiTek Customer,
By now you have most likely spoken with your MiTek Sales Representing who would have explained the process MiTek has implemented to address the severe demand/supply imbalance the steel industry is experiencing. This letter is to give you clear visibility to the situation and to our approach to work through this with you.
The Current Situation
Over the last two weeks disruptions in the global steel industry have continued to deepen, creating worst supply challenges in memory. Although there are varied and diverse aspects to this situation, here are just few of contributing factors:
∙ Many industries, including steel producers, radically reduced inventory levels Q2 and Q3 of 2020
∙ Massive unexpected post-lockdown surges in demand from nearly all steel consuming industries and primary building materials (lumber, aluminum, roofing, etc.)
∙ The new automotive annual build rate is almost 17mm units, despite the widely reported microchip shortages.
∙ Residential construction is booming, with the SAAR for housing starts in March reaching 1.74mm units
∙ The merger of Cleveland Cliffs and ArcelorMittal USA further concentrated supply and pricing power in the hands of a few US companies who have publicly stated their intentions to maintain prices at elevated levels.
∙ Global demand and the excessive 232 tariffs have limited import opportunities
∙ Rail, truck, and ocean freight logistics are extremely challenging.
Impact
These factors have combined to create the perfect storm. In early 2021 steel producers severely curtailed tonnage allocations – and lead times jumped from the typical 8 weeks to 4 to 5 months. At the same time, on-time delivery performance from the mills, hardly stellar in a normal market, has plummeted. By way of example, MiTek has received just 55% of committed steel deliveries from our supplier base through April. Once the late steel begins arriving (anticipated in mid to late May) it will quickly be applied against the growing backlog of connector plate orders stemming from incredible demand levels (see below).
And of course, as with all primary materials, each month steel prices continue to rocket past historical records. The AMM Index for Hot Dipped Galvanized exceeded $85/cwt in mid-April, or nearly 90% higher than October 2020.
Housing Market Demand
On the demand side, much higher than anticipated starts, coupled with the start-up of additional planned component manufacturing capacity, has caused order entry and shipping rates from our CM partners to far exceed original projections. Annualized, shipments to our CM customers in the January through April 2021 time frame are very close to the annualized 2005 volume when 2.05mm units were started. Demand is intense, and order entry rates over the past two weeks suggest the pace may in fact be quickening.
Our Approach
As indicated in previous communications, when steel allocations tightened and lead times jumped out in January and early February, MiTek committed to forward purchases of substantial steel volumes for May, June, July and August at elevated prices. Assuming delivery of these orders takes place as near as possible to the original promise dates, we are hopeful the need to extend connector lead times and tightly control order entry may begin to abate towards the end of the summer. Our steel supply partners, both domestic and international, tell us they are “catching up” against huge backlogs, however recent delivery performance warrants a level of caution.
Given these factors, we are now at a juncture where we must put in place a more formal order management process to ensure we can support as much of your product needs as possible.
∙ Effective April 27 we are implementing an order control process, with established monthly order entry targets, by customer, equivalent to, on average, approximately13-15% more than average monthly connector shipments in 2020. New connector orders will be entered with a four-week lead time. Specific customer order entry targets will be communicated by your MiTek Sales Representative. Lead times and target levels may need to be further adjusted – to more closely mirror rapidly changing demand/supply conditions.
∙ Current orders on hand, and new orders placed, in excess of monthly target levels will be committed for delivery in the following month and counted against that next month’s target level.
We understand this situation is disruptive for our CM partners. Implementing these unprecedented measures was a last resort, and only came after many hours of analysis and consideration of the factors mentioned earlier. These steps are necessary in order to ensure a level of continuity of supply.
MiTek’s commitment to our CM partners remains unwavering and we will continue to provide the highest level of transparency around the deepening supply chain disruptions. Through clear, frequent, and timely communication we will navigate the challenge together.
Should you have any further questions please feel free to reach out to your MiTek sales representative.
Thank you as always for your business.
Best regards,
Thomas J. Valvo President, Homebuilding Solutions
Hansen Pole Buildings regards our commitment to our clients and to providing “The Ultimate Post-Frame Building Experience” seriously. In my next article, I will address steps we are taking to ensure our clients receive their buildings and truss systems as expediently as possible and without sacrifice of structural integrity.

 A simple probe inserted into the haystack can accurately monitor temperature. You can make a probe from a 10-foot piece of pipe or electrical tubing. Sharpen the pipe or screw a pointed dowel to one end, then drill several 1/4-inch diameter holes in the tube just above the dowel. Drive the probe into the hay stack and lower a thermometer on a string into the probe. The thermometer should be left for 10 minutes in several areas of the stack to ensure an accurate reading.
A simple probe inserted into the haystack can accurately monitor temperature. You can make a probe from a 10-foot piece of pipe or electrical tubing. Sharpen the pipe or screw a pointed dowel to one end, then drill several 1/4-inch diameter holes in the tube just above the dowel. Drive the probe into the hay stack and lower a thermometer on a string into the probe. The thermometer should be left for 10 minutes in several areas of the stack to ensure an accurate reading.
 “The previous owner of a pole building I’m working on cut out several internal webs from three consecutive roof trusses to create storage space in the attic. There’s no sign that this has caused any structural problems so far, but I’d like to replace the missing members and fasten them with plywood gusset plates and construction adhesive. Is this feasible, and does this sort of seat-of-the-pants field repair expose me to any legal liability?”
“The previous owner of a pole building I’m working on cut out several internal webs from three consecutive roof trusses to create storage space in the attic. There’s no sign that this has caused any structural problems so far, but I’d like to replace the missing members and fasten them with plywood gusset plates and construction adhesive. Is this feasible, and does this sort of seat-of-the-pants field repair expose me to any legal liability?”
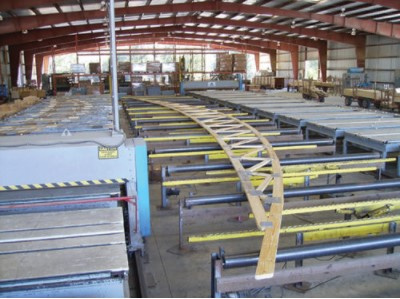
 As shown in the picture metal truss plates have integral tooth slots. Each tooth has a particular shape, size and twist design depending on the plate manufacturer. These characteristics affect the load carrying capacity of the plate. Plates with teeth on one face are placed on both faces of a truss joint and are pressed with hydraulic or roller presses to embed the teeth into different web and chord members. Once the plate connects the web and chord members, it resists the forces coming from them. All plates on a truss joint are designed to withstand forces due to tension, compression, shear, and moment.
As shown in the picture metal truss plates have integral tooth slots. Each tooth has a particular shape, size and twist design depending on the plate manufacturer. These characteristics affect the load carrying capacity of the plate. Plates with teeth on one face are placed on both faces of a truss joint and are pressed with hydraulic or roller presses to embed the teeth into different web and chord members. Once the plate connects the web and chord members, it resists the forces coming from them. All plates on a truss joint are designed to withstand forces due to tension, compression, shear, and moment.