Several years ago, I had the experience of touring a steel coil coating facility in the Midwest. For folks like me who love a magic show, coil coating ranks right up there for entertainment value.
Steel coil coating is a continuous and highly automated process for coating steel before fabrication. As a coil of steel up to 72 inches wide and travelling as fast as 750 feet per minute – unwinds, both the top and bottom sides are cleaned, chemically treated, primed, oven-cured, top-coated, oven cured again and recoiled for shipment.
These are the basic steps of the steel coil coating process:
Uncoiler
Steel coils up to 60,000 pounds, are received and given a visual inspection. After inspection, the entry operator moves the coil to the uncoiler whereby the steel is placed on a pay-off arbor for unwinding.
Joining
At this stage, the end of the previous coil is mechanically joined to the beginning of the next coil. This function allows for the continuous feed of the coil coating line. The area of coil on each edge of the joint become the “tongue” or “tail” of the finished coated steel coil.
Entry tower
The entry tower is a structure which allows material to accumulate which makes continuous operation of the coil coating process possible. This accumulation will continue to feed the coil coating processes while the entry end has stopped for the stitching (joining) process. As much as 750 feet of steel can be collected.
Cleaning and Pre-treating
The cleaning and pre-treating section of the steel coil-coating process focuses on preparing the steel for painting. During the cleaning stage, dirt, debris and oils are removed from the steel strip. From there the steel enters the pre-treatment section and/or chemical coater whereby chemicals are applied to facilitate paint adhesion and enhance corrosion resistance.
Dried-In-Place Chemical Coater
In this stage a chemical which provides enhanced corrosion performance is applied. The treatment can be chrome free, if required.
Prime Coat Station
During this stage, the strip enters the prime coat station whereby a primer is applied to the cleaned and treated steel. After the primer is applied, the metal strip travels through a thermal oven for curing. Primers are used to aid in paint adhesion, improve corrosion performance and enhance aesthetic and functional attributes of the top coat.
“S” wrap Coater
The S wrap coater design allows for primers and paints to be applied to the top and back side of the metal strip in one continuous pass.
Top Coat Station
 After the primer is applied and cured, the steel strip then enters the finish coat station where a top coat is applied. Topcoats provide color, corrosion resistance, durability, flexibility and any other required physical properties. Like primer is cured using thermal cure ovens.
After the primer is applied and cured, the steel strip then enters the finish coat station where a top coat is applied. Topcoats provide color, corrosion resistance, durability, flexibility and any other required physical properties. Like primer is cured using thermal cure ovens.
Curing
Steel coil coating ovens can range from 130 to 160 feet and will cure in 13 to 20 seconds.
Exit Tower
Like the Entry Tower, the Exit Tower accumulates metal while the recoiler is unloading a completed coil.
Recoiler
Once the metal is cleaned, treated and painted the strip is rewound into a coil size prescribed by the customer. From there the coil is removed from the line and packaged for shipment or additional processing.
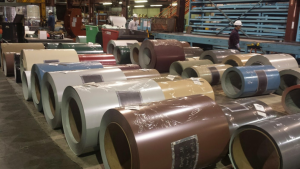
This fast moving process never ends and results in a huge warehouse filled to the brim with coated steel coils awaiting shipment to manufacturers (in the case of the post frame industry – roll formers) across the country.
If you ever get a chance, steel coil coating is a “field trip” well worth your time. This is a coating process used for not just sheets of steel used on pole buildings, but also for large appliances such as refrigerators, freezers and anything pretty much using coated (painted) steel. We take it for granted, but this one “piece” of a building has an amazing beginning.